How to Get More From Pump Preventive Maintenance
By Allan R. Budris
The maintenance efforts of water and wastewater pump users can be broken down into four basic categories:
- Reactionary Maintenance, where maintenance is not performed until the equipment has failed, so the fix must be immediate. An installed spare helps, but the fix must still be performed in an expedited manner because you cannot afford to run without a spare. This is the “norm” in many plants, and is the least cost effective option. A highly effective Preventive Maintenance program can even avoid the need for installed spares.
- Preventive Maintenance, where appropriate actions are taken to prevent the unit from failing. However, most pump users are still trying to determine the most cost effective, optimum actions.
- Predictive Maintenance, where selected readings are taken in an attempt to predict an impending problem by calculating the time remaining to failure. This requires taking a large volume of data which is often not used effectively, nor is it cost effective. Also, most predictive maintenance calls for shutting down the equipment when some arbitrary time limit has been reached, so to some extent this puts you back into reactive maintenance.
- Continuous Diagnostic Maintenance, with or without Fault-Tolerant Control, where you take constant readings and note any significant change in these readings. Hopefully you will then be able to predict impending failures. Fault-tolerant controls take these continuous readings and automatically adjust the pump flow or speed by slowing or stopping the pump as required.
Pump Records
One of the first and most important actions a responsible pump user should perform to improve the effectiveness of their preventive maintenance program is to set up files (manual or on computer) for each pump that includes the following information (as a minimum):
- As-new factory, or (if not available) price book pump performance curves, including the pump head vs. flow rate, efficiency vs. flow rate, input power vs. flow rate, and NPSHR vs. flow rate, at one or more pump speeds.
- The system design head vs. capacity curve, for the predicted operating conditions.
- The pump data specification sheet and supplementary data used at the time of purchase.
- Manufacturer Installation, operation and maintenance instructions.
- Cross Sectional drawing showing the pump assembly.
- Bill of materials or complete parts list identifying components and materials of construction.
- Tabulation of minimum number of parts to be kept on hand by storehouse or local vendor.
- Initial (bench mark) performance measurements, such as:
- Vibration measured on bearing housings, at minimum, maximum and primary operating flow rates, and maximum speed.
- Bearing housing temperatures at maximum speed.
- Pump head and flow rate at primary operating condition(s).
- Machinery maintenance history, including:
- The dates and details on all failures and repairs.
- The dates and values for all monitored measurements, especially when there is a change from a prior reading.
- There are international standards describing failure data collection systems (ISO14224:2006), written for HPI.
null
Where To Concentrate Maintenance Resources
It would be great if we had the resources to continuously monitor and even apply fault-tolerant controls to all of our pumps. However, few if any companies or municipalities can afford the expense. Therefore, how do we determine where we should best apply our limited resources for maximum improvement in pump reliability?
- The first step, after setting up the required records as listed above, should be to determine the Mean Time Between Failures (MTBF) for each pump and the total facility, on an annual basis. The facility MTBF can be determined by taking the total number of installed pumps and divide that number by the number of repair incidents, and then multiply this number by the time period being observed. This identifies the 20% of the pumps that consume 80% of the maintenance resources, which should be given the primary attention (resources), adjusted for the importance of the pumps to the system. This also permits the tracking of the facility MTBF improvement progress. Best-of-class facilities have MTBF rates approaching 7 years or more.
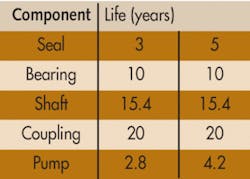
- The next step is to concentrate on the pump components which historically have the highest failure rates. They are the pump mechanical seal and bearings. Table 1 shows the typical life of various pump parts.
- Finally, every failure, especially those causing low MTBF values, should be analyzed to determine the “root cause”, and the cause corrected. This is the only way to truly improve the facility MTBF rate, reduce maintenance costs, and improve pump system availability. The above recommended pump records and a person knowledgeable in pump troubleshooting are key to finding a true root cause.
null
Preventive Maintenance Improvement Actions
Now that we have pointed out the most likely pump components to fail, we need to identify the preventive maintenance actions we can take to improve their reliability? The weakest link in most pumps is the mechanical seal. The following preventive maintenance actions are recommended to prevent mechanical seal failures:
- Check for seal leaks on a regular basis.
- Check the pump flow rate to insure that the pump is not operating at too low or high of a flow rate. See December 2007 column for more guidance on the impacts of operation outside of the pump preferred and/or allowable operating ranges.
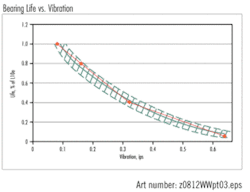
- Check pump vibration periodically to insure that it is not excessive. Normally, attention should be given to a pump when the all-pass vibration amplitude increases by a factor of two compared with the as-new readings. Figure 3 indicates the impact that vibration can have on pump life. See the June 2008 column for further details on pump vibration analysis.
- Take care when replacing a mechanical seal to insure that all settings meet factory specifications, and that none of the static seal surfaces have been damaged. If possible, install a cartridge seal to minimize these installation issues.
- Insure that the pump does not ingest air, or experience significant cavitation, which can cause the seal faces to run dry and fail.
There are also many actions that can be taken to improve bearing life, since most bearings do not fail due to metal fatigue (L10 life), but instead fail due to poor lubrication, contamination, misalignment or assembly issues. The following actions can help improve the life of the pump bearings:
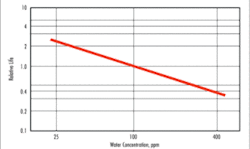
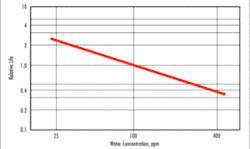
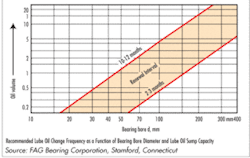
- Maintain the correct oil level and change bearing oil frequently (see figure 1 for recommended oil change intervals). Be careful not to over lubricate the bearings, as it can cause excessive heat, which shortens bearing life. The oxidation rate of the oil doubles for every 18 deg. F increase above 140 deg. F. If moisture ingestion / condensation or low bearing temperatures cannot be guaranteed, the maximum oil change interval should be every 2,000 hours. Figure 2 shows the impact of a small amount of water on the life of the bearings. An oil mist system could address these issues (see February 2008 column).
- Periodically check lubrication storage, handling and filtration for cleanliness. An oil and wear-particle analysis should be performed on the used pump, and new storage oil, to determine if there are any problems. Testing oil samples for water content is not a luxury, it is a cost-effective practice.
- Periodically check pump vibration, at the bearing housing(s). If all-pass vibration levels double, measure filtered vibration to identify the cause. Rolling element bearings have distinct vibration signatures based on the number of bearing balls or rollers. Contact the bearing manufacturer for these frequencies.
- Measure bearing temperatures. Significant increases in bearing temperatures (above approximately 180 deg. F) should be investigated and corrected. If it is due to a permanent system change, consider a superior oil (synthetic) that can handle the higher temperatures. Temperatures above 250 deg. F will lower the bearing hardness and increase wear.
Following the above proposed recommendations can result in a continually improving MTBF, increased pump reliability, lower maintenance costs and improved system up time for your facility. WW
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].