Key Factors to Consider Before Applying a Vertical Turbine Pump
by Allan R. Budris
Vertical Turbine Pumps (figure 1) can be an attractive choice for many water and wastewater applications because of their many advantages. The vertical construction takes up little floor space; priming problems can be avoided due to the impellers being submerged in the liquid; the first stage impeller can be lowered (by increasing the pit depth, if necessary) to provide the desired NPSH margin; the multistage construction offers higher efficiencies on high head, lower flow applications; and the modular construction allows the pumps to be customized for many applications.
Potential Critical Issues
Care must, however, be taken when applying a vertical turbine pump (VTP) in short-set applications, due to a number of critical issues that can occur with this unique pump construction. Vertical Turbine pumps were originally developed for deep-water wells, but the design was found to have certain benefits in industrial and municipal applications. But the conditions that allow successful operation of VTP's in deep-water well applications are not always present in shorter set water and wastewater services.
1. Vertical turbine pumps do not balance the axial hydraulic pressure forces on the impeller, which are substantial and with a downward direction. Instead they rely on the thrust bearing in the motor to carry this high load. This motor thrust bearing must also carry the rotor weight, which can be quite large for deep well settings. Although high axial thrust is normally a bad thing in most pumps, in a VTP it is actually a good thing.
This high axial thrust actually compensates for alignment and resonant frequency issues that often exist in the standard vertical pump construction, especially when applied on short set applications. The threaded line shaft couplings that are used in the standard VTP construction cannot hold accurate shaft alignment, because the diameter of the line shaft ends, which butt together, are too small compared to the section shaft lengths.
In order to hold a reasonable concentricity (say .005 inches) of the line shaft at the end of a typical 10 feet span, each shaft end surface would have to be machined square to within a tolerance of ± .000025 inches. This is not possible with current machining technology. Vertical turbine pumps, instead, rely on the high axial thrust from the unbalanced pressure force on the impellers, plus the rotor weight to keep the shaft sections straight enough for successful operation.
2. Further, being so long and narrow, VTP components can be subject to high vibration. The typical line shaft bearing spacing is 10 feet, which means that most line shafts are operating above their first critical speed. Further, vertical turbine pumps have more then one "first critical speed", depending on the shaft end condition. First, there is the first "normal" (free-free end supports) critical speed, but instead of the next (normally second) critical speed being four times the first critical speed, it is actually 1.56 times the first critical speed (for free-fixed end supports), and 2.58 times the first critical speed for fixed-fixed end supports. Further, if you add reasonable safety margins around these various critical speeds, it becomes difficult to avoid operating very far away from a shaft critical speed, especially with a variable speed drive. Here again, it is the high axial thrust that helps typical vertical pumps in deep-well applications to achieve reasonable life spans.
3. So what happens when a VTP is applied in a short set application, and operated at high flow rates / low discharge pressures? Well, without the resulting high axial thrust, line shaft vibration and bearing loads can be greatly increased, reducing the life of the internal sleeve bearings.
4. Further, some or all of the internal sleeve bearings are lubricated / wetted by the liquid pumped, so they must be able to handle any corrosives and/or abrasives in the pumpage. Further, the bearings must be able to handle any air in the pumped liquid. The amount of entrained air can be substantially increased if there is any cavitation in the pump.
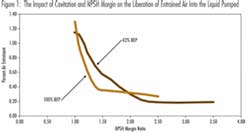
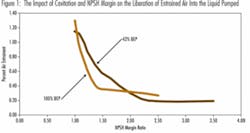
Based on tests conducted by the writer for a Texas A&M Pump User's Symposium paper, the amount of dissolved air released (to become entrained air - the damaging kind), is greatly increased as the NPSH Margin (NPSHA / NPSHR) is reduced (see figure 1).
While cavitation can be present in a centrifugal pump up to a NPSH Margin Ratios as high as 4 or more, the entrained air liberated by cavitation begins to dramatically increase as the NPSH Margin Ratio approaches around 1.4, near the best efficiency point (bep) flow rate, and 2.0 around the low flow suction recirculation condition. This means that as the NPSH Available from the sump (system) approaches the pump NPSH Required, that the internal sleeve bearings, especially those in the bowl assembly, will see more air (dry operation). Now if these bowl bearings are bronze (typical), and limited in lead content (which gives bronze bearings their lubricity), due to regulations in the drinking water industry, this can result in very short bearing life.
5. A vertical turbine pump can also experience excessive structural vibration of the discharge head and associated driver in the field, even though the driver has been shop tested with low vibration, and the rotating components were properly balanced. This could be the result of a "reed" (natural) frequency of the motor, head and foundation assembly. This is occasionally caused by the stiffness of the field foundation being different then anticipated. A "reed resonance" effect will result if the natural frequency of the assembly is at or near (within 15% of) the running frequency of the pump. Variable speed operation drastically increases this likelihood.
UPGRADES FOR SHORT SETTINGS:
So does this mean that vertical turbine pumps should not be used for short settings, or variable speed operation? Not necessarily, if consideration is given to the following pump up grades:
- Replace the standard threaded line shaft couplings with a clamp type (or equivalent) coupling that insures line shaft straightness.
- Provide bowl line shaft bearings with better lubricity, such as those made of Vespel CR-6100.
- Reduce the bearing spacing from 10 feet to 5 feet, to insure that the shaft first critical frequency is at least 15% above the maximum operating speed.
- Change from threaded to flanged column pipe connections, for improved housing straightness.
- Perform a Finite Element Analysis of the motor, head and foundation assembly.
- Use a Suction Bell, instead of a Suction Case to minimize the required submergence and NPSH Requirement of the pump.
- Insure that the NPSH Margin is at least "1.4", if the liquid end (bowl assembly) has "High Suction Energy" (see October 2007, Pump Tips Column).
References:
1. "Pump User's Handbook – Life Extension", by Heinz P. Bloch & Allan R. Budris, 2nd Edition, 2006, The Fairmont Press, Inc.
2. "Effects of Entrained Air, NPSH Margin, and Suction Piping on Cavitation in Centrifugal Pumps", Allan R. Budris & Philip A. Mayleben, Proceedings of the 15th International Pump Users Symposium.
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].