Avoiding Cavitation Damage Extends Pump Life
by Allan Budris
One way that the Best-of-Class users reduce the Life Cycle Costs of their pump installations is by selecting pumps and designing pump systems that will avoid cavitation damage within their pumps. Cavitation damage can drastically shorten the life of the pump impeller, mechanical seals, bearings and possibly other pump components. In other words it will reduce the mean-time-between-failure (MTBF), which will increase maintenance costs and pump down time.
There has been a lot written on the dangers of pump cavitation damage when adequate suction pressure (Net Positive Suction Head Available - NPSHA) is not provided; when pumps are operated at low flow rates (below the start of suction recirculation); and/or when sufficient straight runs of piping are not provided upstream of the pump suction. It can require NPSHA values of four times the published Net Positive Suction Head Required (NPSHR), or more, to avoid all cavitation in a pump. The start of Suction Recirculation, which occurs in all centrifugal pumps at some reduced flow rate, can be as high as 85% or more of the pump best efficiency flow rate (bep). The required minimum straight length of pipe, up stream of the pump suction, may be as high as 15 times the pipe diameter or higher.
However, experienced pump users also know that most smaller pumps do not experience cavitation damage, even when operated under these unfavorable conditions. So the question is, specifically when must pump users take special precautions to avoid cavitation damage, and the associated increase in maintenance costs?
Well, based my extensive experience with several major pump manufacturers, I was able to developed a method that predicts when pumps are susceptible to cavitation noise, vibration, and/or damage; and when they are free of these damaging affects. The method is called “Suction Energy”, with specific gating values of “Suction Energy” identified for different pump types. The amount of energy in a pumped fluid which flashes into vapor and then collapses back into a liquid in the high pressure areas of the impeller determines the amount of noise and/or damage from cavitation.
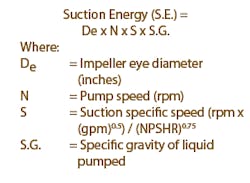
Suction energy is another term for the liquid momentum in the suction eye of a pump impeller, which means that it is a function of the mass and velocity of the liquid in the inlet. Suction energy is defined as:
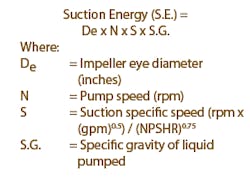
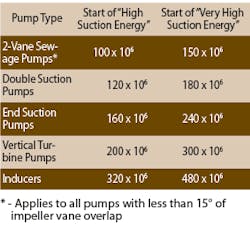
Based on the experience of hundreds of centrifugal pumps, the writer was able to establish the following specific gating values for the start of “High Suction Energy” and “Very High Suction Energy”, for various pump types.
Low Suction Energy
Pumps with levels of suction energy below these values are considered to have low suction energy. Generally speaking, low suction energy pumps are not prone to noise, vibration or damage from cavitation or recirculation. However, there could be detrimental effects on mechanical seals from the air or vapors which may be liberated from the liquid during the formation of the cavitation bubbles, under low NPSH margin conditions (below 1.1 - 1.3 NPSH margin ratio).
High Suction Energy
Pumps with high suction energy and low NPSH margins, especially when operated in the suction recirculation flow range, may experience noise, vibration and/or minor cavitation erosion damage with impeller materials that have low cavitation resistance, such as cast iron. High suction energy starts at about 3,560 rpm in end suction pumps with 6" and larger suction nozzles sizes, and split case pumps with 8"and larger suction nozzles. At ~1,780 rpm, high suction energy starts with 10” suction nozzle size end suction pumps, and 12" suction split case pumps.
Very High Suction Energy
Pumps with very high suction energy and low NPSH margins, especially when operated in the suction recirculation flow range, may experience erosion damage, even with cavitation resistant materials, such as stainless steel.
NPSH Margin
The NPSHR of a pump does not represent the start of cavitation. It is actually the NPSHA that will cause the total head to be reduced by 3%, due to flow blockage from cavitation vapor in the entry of the impeller vanes. It can take from 1.05 to 2.5 times the NPSHR just to achieve the 100 percent head point, and typically 4 to 5 times the 3% NPSHR of the pump to totally eliminate cavitation. The question then becomes, how much NPSH Margin is really required to minimize cavitation damage, and achieve extended MTBF rates.
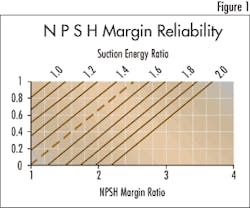
NPSH Margin Reliability Factor
I developed the following graph (figure 1), based on field experience, to provide a reasonable approximation of the reliability that can be expected with aqueous liquids, when various NPSH margin ratios are applied to “High Suction Energy” pumps of increasing energy levels (Actual Pump Suction Energy divided by the “High Suction Energy” gating value for the pump type). These NPSH margin reliability factors are based on the fact that, above the gating suction energy values, cavitation becomes more severe. In other words, the greater the suction energy, the more important it is to suppress the residual cavitation that exists above the NPSHR, to prevent damage. This reliability factor is only applicable within the allowable operating flow region, above the start of suction recirculation. Much higher NPSH margin values are required in the region of suction recirculation for high and very high suction energy pump applications.
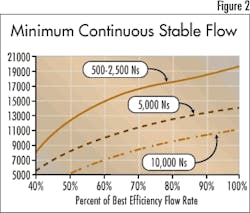
Figure 2 can be used to approximate the start of suction recirculation for high suction energy pumps, in the absence of actual test results. The three curves show the effect of specific speed on the start of suction recirculation, which increases with increasing specific speed and suction specific speed.
This new method for predicting cavitation damage in centrifugal pumps, which has been adopted by the Hydraulic Institute and major pump companies, can save thousands of dollars in unnecessary maintenance costs.
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].