Operating Pumps at Slower Speeds Increases Reliability
by Allan R. Budris
I recently received a question from a reader about the effect of speed on pump reliability. Pump manufacturers had told him that there were no significant maintenance issues between pumps operating at 3600 rpm vs. 1800 rpm, for a properly designed pump. This may or may not be the case, depending on the suction energy level, net positive suction head (NPSH) margin, and detail pump designs.
On the positive side, higher speeds can reduce the initial purchase cost, because pumps which operate at higher speeds are normally smaller. Further, increased speed has the potential to increase the efficiency of the pump, if the pump specific speed for a lower speed pump (speed-rpm x (bep flow-gpm)0.5/(head-ft)0.75 ) is less than about 2,000. Pump efficiency is dramatically reduced at specific speed values below 1,000.
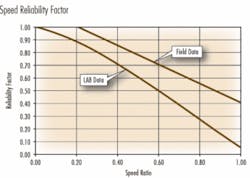
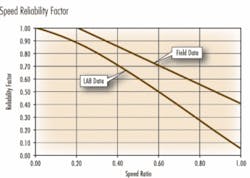
However, slower speed pumps, especially at speeds below the maximum rating for a particular pump, generally have higher reliability rates (see figure 1). This figure compares laboratory pressure pulsation tests results from three API-610 pumps, with the field reliability trend line from actual MTBR (Mean time between Repair) data on 119 actual process pumps, as a function of the ratio of the actual to maximum rated pump speed. Both curves show a marked increase in reliability with reduced speed. There are technical reasons to support this increase in pump reliability for lower pump speeds, and these are:
1. Bearing Life: Bearings are the second leading cause of pump failures, and ball bearing fatigue life (typically called “L-10” life) is inversely proportional to shaft speed. In addition, bearing loads drop as the square of the pump speed, and bearing life is inversely proportional to the cube of the bearing loads. All of this means that, assuming proper lubrication, pump bearing fatigue life will be much higher at lower pump speeds.
2. Mechanical Seal Life: Mechanical Seals are the leading cause of pump failures, and one of the causes of seal failures is excessive heat at the seal faces. The input heat energy to the seal face is determined by the pressure on the seal faces, times the velocity of the driven face (PV). Seal face velocity is based on the shaft speed times the face diameter. In addition, the pressure on the seal faces may be dependent on the developed pump pressure, which increases as the square of the pump speed. So seal life will also be higher at lower pump speeds.
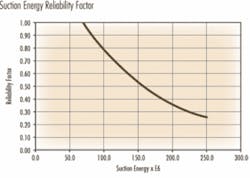
3. Suction Energy Level: Pumps with High and Very High Suction Energy (see October 2007 column) have lower pump reliability. Figure 2 shows how reliability decreases with increasing Suction Energy. The formula for Suction Energy is: (Speed-rpm) x (Impeller Eye Diameter-inches) x (Suction Specific Speed) x (Specific Gravity), so Suction Energy increases directly with pump speed, since specific speed and impeller eye diameter are constant for a given pump. According to this graph, above a suction energy level of about 70 x 106, increasing Suction Energy, and therefore speed, decreases pump life. It should be noted that the formula for “Suction Specific Speed” which appeared in my October 2007 column did have an error with the exponents. The correct formula for Suction Specific Speed should read: S = speed-rpm x (bep flow per impeller eye-gpm)0.5 / (NPSHR-ft)0.75 .
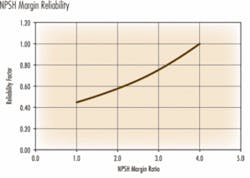
4. NPSH Margin: For High and Very High Suction Energy pumps, pump reliability increases with increasing values of the Net Positive Suction Head Margin (NPSH-Margin, which is defined as the NPSH-Required by the pump divided by the NPSH-Available from the system), see figure 3. This affect seems to peak at an NPSH-Margin of about 4.0. Cavitation does exist above the published pump Net Positive Suction Head Required (NPSHR) of a centrifugal pump. The NPSHR of a pump is the point at which there is sufficient cavitation in the eye of the pump to degrade the developed head by 3%. It takes a much higher Net Positive Suction Head Available to fully suppress all cavitation. Thus a significant margin is required above the NPSHR to suppress all cavitation. That is why, for high and very high suction energy pumps, pump reliability decreases with decreasing values of NPSH Margin, below an NPSH Margin of about 4.0. NPSH-Required increases by the 4/3 power of the pump speed, for a given flow rate and Suction Specific Speed, so assuming that the value of the system NPSH-Available is fixed, lower pump speed can increase the NPSH-Margin, and therefore, pump reliability. Pump wear from low NPSH Margin would expect to be in the form of cavitation damage to the impeller, shorter bearing life from increased vibration, and mechanical seal failures due to the dry running caused by air liberated during the formation of the cavitation bubbles.
5. Abrasive Wear: Now for pumps that handle abrasive liquids, speed / velocity is a major factor in determining the wear rate. Abrasive wear is proportional to the fifth power of the velocity / speed. Pumps intended to handle abrasives should, therefore, operate at the lowest practical speed.
Conclusion
This column highlights two of the “Basic Traits” that distinguish the best-of-class from the retroactive-fix-up pump users, which I spelled out in my first, August 2007, column.
1. Best-of-class users do not purchase pumps based mainly on the lowest initial cost (pumps operated at higher speeds normally have a lower initial cost), but instead consider the total life cycle cost of the pump installation, which could be 20 times the initial pump cost. Lower pump speeds can greatly reduce pump life cycle maintenance costs, as detailed above.
2. Best-of-class users are willing to make up-front investments in reliability, that include such things as the pump type, pump driver, installation, lubrication systems, pump speed, pump operating range, suction energy, and training.
Finally, since lower pump speeds can increase pump reliability, using variable speed drives, instead of control valves to regulate pump output, means that variable speed drives will not only substantial reduce energy costs over the life cycle of a pump, but can also save significant maintenance life cycle costs as well.
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].