Optimizing Bearing Lubrication can Extend Bearing Life, Reduce Costs
by Allan R. Budris
Pump bearing failures are the second leading cause of pump repairs, after mechanical seals. Most pump bearings do not reach their theoretical (L10) fatigue life. Two-thirds of all rolling element bearings in service which had to be replaced, failed prematurely. Only one-third of bearings fail due to fatigue spalling (L10 Life). The two-thirds that failed prematurely break down as follows:
Typical contaminants are:
- Air
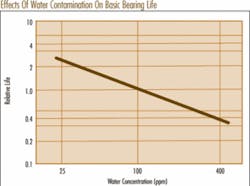
- Water (A small amount will significantly reduce bearing life, see figure 1)
- Cleanup / process chemicals
- Particulates
It has been estimated that the life of roughly one-half of all pump bearings could be extended by better, or optimized lube application. More advantageous application methods are readily available and, for the most part rather inexpensive. The two most effective lubrication upgrades are synthetic lubricants and oil mist.
Synthetic Lubricants
There is confusion as to when, where and why synthetic lubricants are justified. Some pump users have decided to use synthetic lubricants for the entire pump population. Others have made the decision to use synthetics only for the more troublesome pumps and consider these lubricants an indispensable component of conscientiously applied programs of “bad actor” (pumps that experience more than two failures per year) pump management.
A reliability-focused user facility will implement every reasonable and cost-effective upgrade feature. These users will see to it that at least their “bad actors” receive synthetic lubricants. One applicable case history involved a U.S. plant with over 40 “bad actor” pumps that were initially lubricated by traditional mineral oils. After two years of upgraded operation using a suitable synthetic, only two of these pumps were still on the “bad actor” list. Carefully formulated synthetics from competent suppliers should be used.
Although synthetic oils are more expensive then petroleum based products, they can more than justify their use by providing the following advantages:
- Increased service life of the lubricant (typically four to eight times longer than mineral oils)
- Less lubricant consumed due to its low volatility.
- Reduced deposit formation as a result of better high-temperature oxidation stability. For applications over 180°F, consider use of synthetics and at 200°F change to synthetics.
- Increased wear protection resulting in less frequent maintenance.
- Reduced energy consumption because of increased lubrication efficiency (lower friction).
- Improved cold weather flow properties, especially in oil mist systems where certain moderate pour point mineral oils may cause droplets of highly viscous or waxy particles to plug small reclassifier nozzles.
- Reduced fire hazard resulting in fewer pump fires and reduced insurance premiums.
- Higher up-times and longer equipment life.
Oil Mist Lubrication
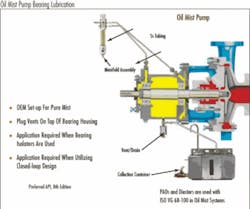
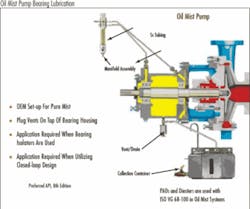
Dry-sump oil mist represents one of the most effective lubrication methods (see figure 2) because it not only provides a continuous supply of clean oil, but it keeps out contamination. Oil mist lubrication is a centralized system which utilizes the energy of compressed air to produce a continuous flow of atomized lubrication oil to multiple points, through a low pressure distribution system. Oil mist is a mature, straight-forward, well understood technology, since the mid 1950’s.
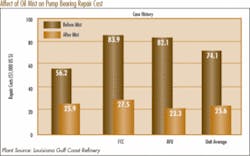
The dry sump oil mist technique offers four principal advantages, which can lead to marked reduction in bearing repair costs (see figure 3):
- Bearing wear particles are not recycled back through the bearing, but are washed off instead.
- The need for periodic oil changes is eliminated.
- There are no oil rings whose wear debris might jeopardize bearing life.
- Long-term oil breakdown, oil sludge formation, and oil contamination are no longer factors affecting bearing life.
- The ingress of atmospheric moisture into pump or motor bearings is no longer possible and even the bearings of standby equipment are properly preserved.
Without oil mist application, daily solar heating and nightly cooling cause air in the bearing housing to expand and contract. This allows humid, often dusty air, to be drawn into the housing with each thermal cycle. The effects of moisture condensation on rolling element bearings are extremely detrimental (see figure 1). Water, or condensed water vapor, is largely responsible for few bearings ever achieving their catalog-rated design life in a conventionally lubricated plant environment.
U.S. regulatory agencies do not consider oil mist lubrication an air pollutant, since it is not a vapor. Still, modern plant-wide oil mist systems are closed-loop. The significant benefit of oil reclamation is that the oil may be recycled. At a cost of $18-$25 per gallon for synthetics, closed loop systems can have an enhanced pay-out.
Other ways to prevent particle contamination:
There are other actions that the Best-of-Class users have adopted to prevent particle contamination, which include:
- If possible, hermetically seal bearing areas. Magnetic shaft seals are considered the best.
- Repair leaking mechanical seals or packing.
- Do not allow water to fall onto equipment; build shelters.
- Use desiccant air-filter breathers on vents to reduce condensation.
- Train operators in proper use of cleanup hoses.
- Abrasive dirt causes increased wear. The best way to stop it is to prevent it from entering the lubricant by:
- Proper storage and handling.
- Keep reservoir hatches closed.
- Use air filter-breathers on all reservoirs.
- Clean reservoirs before installing new oil.
- Filter all oil introduced in reservoirs/sumps with the use of filter carts or off-line filtration.
The above underscores the importance of (and identifies methods for) optimizing bearing lubrication, as a key step towards reducing pump life cycle costs, especially for the “bad actors”.
Reference: “Pump User’s Handbook, Life Extension” by Heinz P. Bloch & Allan R. Budris, second edition, 2006, by Fairmont Press, Inc.WW
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].