Plating Wastewater Reuse –An Innovative System Design
By Michael Boland and Peter S. Cartwright, P.E.
A large electroplating job shop in the Minneapolis area provides contract plating services for manufacturers. As a result, the process and kind of metal plated are extremely variable with the concomitant waste stream equally variable. The company utilizes pH adjustment, coagulant addition, Lamella clarification, and fine filtration to treat rinse water streams and some of its spent plating baths.
Current city water usage is as high as 50,000 gpd, and the company is under severe pressure from local and state regulators to reduce its city water withdrawals to no more than 21,000 gpd. As a result, it chose to investigate treatment and reuse of its clarified effluent stream. The plating operation has two water treatment reverse osmosis (RO) units that purify city water for current rinsing and bath make-up activities. The city water department was contacted and the following incoming water quality parameters obtained:
- pH: 7.26-7.71
- TDS: 230–490 mg/L (350 avg.)
- Hardness: ∴290 mg/L (avg.)
Although the RO units produce water of sufficient quality, they contribute to the water quantity problem by wasting too much water (due to low system recovery).
Testing
A membrane test unit from Cartwright Consulting Co. was installed at the plating company to operate on the clarified and filtered mixed rinse wastewater. In testing wastewater streams, it’s important the unit be first run at low recovery on a “control” sample of relatively pure water (softened tap water quality or better).
Testing was initiated, and following the tap water control test, the treated wastewater was pumped into the test unit which was equipped with a spiral-wound TFC® RO membrane, 4" diameter × 40" long. Initially, pretreatment consisted of only 5μm cartridge filters. Because salts rejection dropped rapidly (an early indication of membrane surface fouling), the unit was shut down, rinsed with the tap water and restarted. Testing was performed daily for about 7 days. During testing, the unit was cleaned twice with 1% HCl and following a 15-minute acid soak and 15-minute tap water rinse, the permeate flow rate and salts rejection properties were restored.
Because the above testing indicated the need for improved prefiltration, a crossflow tubular coated stainless steel 0.1μm MF membrane element was tested as a pretreatment technology and the permeate from the unit processed through the spiral RO membrane. This pretreatment investigation also included a ceramic hollow fiber 0.05μm microfiltration (MF) element tested on the clarified effluent.
As these technologies didn’t sufficiently reduce fouling of the RO membranes, it was determined that high molecular weight soluble organic compounds, such as surfactants, were probably passing through the MF membranes into the RO membrane elements. To remove these organic contaminants, it was decided to investigate an organoclay absorbent, followed by granular activated carbon (GAC) as an adsorbent.
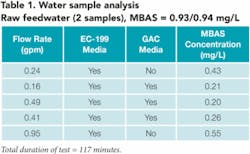
Two 10" filter housings were adapted for this test: one filled with 1.25 lb. EC-199 organoclay and the other with 1.0 lb standard GAC material. Testing was performed on clarified wastewater containing a high concentration of surfactant. Samples were collected and submitted to Pace Labs for MBAS (total surfactant) analysis. Results are in Table 1.
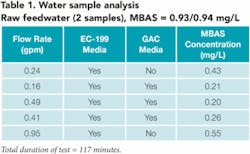
null
The collected treated effluent was pumped into a 0.20μm ceramic hollow fiber MF membrane. At a feed pressure of 11 psi, the permeate flow diminished significantly (80%) over a 45-minute period at system recoveries in the range of 90–95%. At a pressure of 30 psi, the permeate flow dropped by only 11% in 25 minutes at recoveries in the range of 83–95%. In a discussion with the ceramic membrane manufacturer, it was postulated the pore size of this membrane may be too large, resulting in adsorption of the surfactant down inside the pores, causing the loss of flux (permeate rate). He recommended running the tighter pored membrane tested earlier.
Clarified wastewater was then processed through a 10” filter housing containing approximately 1 lb. of GAC. This processed water was fed into the 0.05μm ceramic MF membrane tested earlier. At a pressure 30 psi and 96% recovery, the flux measured 0.200 gpm. The same treated effluent was then processed by the same tubular stainless steel 0.1μ MF element tested earlier. At 15 psi pressure and 91–94% recoveries, the flux measured approximately 0.29 gpm; at 30 psi, and 93% recovery, the flux was over 0.50 gpm.
Design
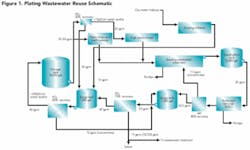
Based on all the above testing, the following schematic illustrates the design for the total treatment system. The complete system design consists of GAC for surfactant removal, microfiltration (MF) for TSS reduction (the MF concentrate directed to the existing clarification treatment system). This treated rinse water is directed into the first reverse osmosis (RO1) system (concentrate directed to sewer or to existing clarification treatment system), and from there into a second RO system (RO2), with this concentrate stream redirected back to RO1. The permeate from this second RO is split, with the bulk of the flow directed to plant rinses and bath makeup, and the rest of the flow treated with RO3 to produce a high quality rinse water (<10μS/cm) for special applications. The quality of the permeate from RO2 (<200μS/cm) was determined to be adequate for the majority of the plating rinses. The maximum discharge in the sewer has been reduced from as much as 50,000 gpd to less than 19,000 gpd.
Conclusion
This design is the result of thorough, comprehensive testing and the integration of adsorption, microfiltration and reverse osmosis technologies to produce an innovative wastewater reuse system.
About the Authors:
- Michael Boland is president of O’Beollain Inc., a Minneapolis-based, family owned business that – since 1976 – has brought companies throughout the upper Midwest into compliance with environmental regulations. It provides wastewater treatment, stormwater compliance, water recycling, hazardous waste recycling and environmental cleanup. Contact: 612-751-5800, obeollain@aol,com or www.obeollain.com.
- Peter Cartwright, president of Minneapolis-based Cartwright Consulting Co., has been in the water purification and wastewater treatment industry since 1974, and owned his own consulting engineering firm since 1980. A member of Industrial WaterWorld’s Editorial Advisory Committee, he serves as a peer review panelist for the Journal of Membrane Science, a faculty member at the University of Wisconsin-Madison’s annual course: “Process Piping Systems Design & Operation,” and a technical consultant to the Canadian Water Quality Association. Contact: 952-854-4911, [email protected] or www.cartwright-consulting.com.