Hybrid Control Improves Variable Speed Driven Pump Efficiency, Reliability
by Allan R. Budris
Hybrid technology does not only benefit automobiles. It can also make pump systems more efficient and reliable. While attending the 24th International Pump Users Symposium in April 2008, the author was fascinated by one paper (ref. #1), which combined a throttle valve with a variable speed drive (VFD) to control a system with negative static head. This hybrid control concept was able to help the pump operate near its best efficiency point (BEP) flow rate, which resulted in a marked improvement in pump reliability, along with a substantial energy/cost savings.
However, most water and waste systems have positive, not negative static head, so a hybrid control system using a control valve, along with a VSD, will not be energy effective. In fact, it will make the pump less reliable by forcing the pump to operate at even lower flow rates then with a VSD alone.
New Concept
So the author looked at a new combination "Hybrid Control" concept, which involves adding by-pass flow to a VSD control system. Evaluation of this new hybrid control technology on a 3,350 specific speed, sewage lift station pump, showed the potential for energy savings of more then 20%, compared to a VSD only controlled system, and a substantial improvement in reliability by allowing the pump to operated much closer to the pump BEP, even at low system flow requirements. Static head represented 40% to 70% of the total system head for this application. All of this benefit, while only increasing the pump speed by 6 - 10 percentage points, from an already low level.
This new control concept is especially beneficial for sewage lift pumps, which often operate at reduced speeds and flow rates (being sized for the 100 year flood, flow rate). Further, sewage pumps are frequently selected to the left of the "best efficiency point" flow rate because of the requirement to handle a certain minimum solid size. Operation away from the pump BEP can and does reduce pump reliability, as detailed in the writer's December 2007 WaterWorld column. Such operation is especially damaging when high suction energy pumps (see writer's October 2007 WW column) are pushed back into the low flow suction recirculation region.
System Head-Capacity Curve Types
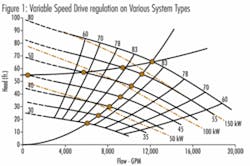
Now let us look into this new hybrid control concept in more detail. Figure 1 depicts a variable speed pump head-capacity graph, with various pump speed curves, along with two system curves. One system curve is comprised only of friction head, with no static component. A variable speed drive alone will generate maximum energy savings with such a system, and it will not change the percent BEP flow rate as the pump speed is changed. Remember, with VSD control alone, the pump will follow the system curve. The second system curve is comprised of both "static" and "friction" components. This means that as the pump speed is reduced it will be forced further back on it's head-capacity curve. The slower the pump is operated, the further the pump is pushed below the pump BEP. This condition gets worse with higher relative static head values.
Moving Pump Flow To The Preferred Operational Region
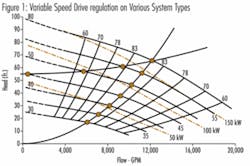
So, by installing and opening a by-pass flow line (as the pump begins to be pushed back on it's H-Q curve), pump operation can remain near the BEP, until very low system flow requirements, as shown in figure 2. With this particular pump, the by-pass valve must be opened enough to reduce the system friction head by 50%, to bring pump operation up the BEP. Also, by further opening up the by-pass valve to reduce the system friction head by 80%, the minimum allowable system flow rate can be reduce from 2,700 gpm to 1,100 gpm, while keeping pump operation above the minimum flow limit of 65% of BEP. At an average system flow requirement of 1,800 gpm without a by-pass, the pump would operate at 50% of BEP, while with by-pass flow the pump could operate at 98% of BEP at this system condition. According to the reliability graph in the writer's December 2007 column, this could yield a reliability improvement of over 60%.
Energy Effectiveness Of Hybrid Control
Now let us turn to the other benefit of this new hybrid control concept, and that is how it affects the efficiency of a pump system. The author likes to use what he calls, "Energy Effectiveness" to compare the efficiency of various pump system options. Energy effectiveness is defined as how many gallons per minute can be pumped through the system, for each kilowatt of input electrical energy to the driver. The equation used to calculate Energy Effectiveness is:
Energy Effectiveness (gpm/kW) = 5310 * EffPump * EffMotor * EffVFD / HeadPump
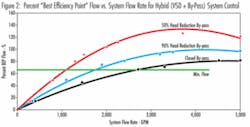
From this equation, we can see that, even though the net flow through the system will be lower with the by-pass open, by pushing the pump to higher flow rates (closer to the BEP), the pump, motor and VFD efficiencies will all increase, while the pump head is reduced. All of this results in greater Energy Effectiveness at reduced flow rates, see figure 3. As can be seen, the greatest energy savings starts at a flow rate of about 2,500 gpm (50% the maximum speed/BEP flow rate) and below. Even at flow rates above 2,500 gpm, the "50% Friction Head Reduction By-Pass Valve opening" setting results in a slightly greater Energy Effectiveness (over the complete flow range), then the By-Pass valve closed condition. In should be noted that this improvement in Energy Effectiveness is a function of pump specific speed. The higher the specific speed the greater will be the savings, since higher specific speed pumps have steeper head-capacity curves, and horsepower curves that are flat or can even decrease with increasing flow rates.
Other Issues
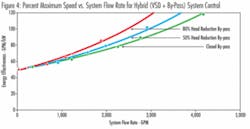
Finally, what is the down side of this new hybrid control concept? Obviously there is a capital cost for the added control components, and a slight (7% maximum) decrease in pump reliability due to the small increase in pump speed (see figure 4). This small reliability decrease is, however, more then off-set by the 60% increase in reliability from operation closer to the pump BEP. The increase in capital cost can be covered by the energy savings over time.
Conclusion
So we now have a new concept that the "Best-of-Class" pump users can adopt to increase both the efficiency and reliability (life cycle cost) of their pumps. It is especially effective with higher specific speed pumps that will operate in systems that have a relatively high static head component, and must operate at reduced flow rates for extended periods.
References
1. "How to Improve Reliability in Centrifugal Pump Systems Through the Automatic Tuneup of Pumps within Their Best Operational Condition", by Guilherme Martins & Enio Lima, April 2008, Proceedings of the 24th International Pump Users Symposium, Texas A&M Laboratories.
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].