Using High-Rate Clarification Processes to Optimize Water Treatment
Federal and state drinking water regulations, such as the Long Term 1 Enhanced Surface Water Treatment Rule (LT1ESWTR) and the California Cryptosporidium Action Plan, mandate optimization of clarification processes (pretreatment) prior to filtration. Optimization of the pretreatment process will usually yield higher filter effluent quality, longer filter runs, and minimize waste of backwash water and filter-to-waste.
There are a variety of alternative clarification technologies available for drinking water treatment, including but not limited to: conventional sedimentation basins, contact or absorption clarifiers, solids contact clarifiers, tube settlers, parallel plate settlers, Superpulsator, dissolved air flotation (DAF), AquaDAF, and Actiflo®.
Based on surface loading rates (SLR) used DAF, AquaDAF, and Actiflo® are considered high-rate clarification processes and Actiflo® can even be called a super-high-rate process. The common SLRs used in drinking water treatment for DAF, AquaDAF and Actiflo® are 4-8 gpm/ft2, 8-18 gpm/ft2, and 20-30 gpm/ft2, respectively, compared to approximately 1 gpm/ft2 for conventional sedimentation basins. This article presents a brief discussion of the theory, the applications, the status of these technologies in North America.
DAF
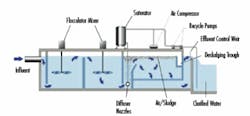
DAF uses minute bubbles generated from dissolved air to attach and float flocculated particles (flocs) to the top of the clarification basin for removal. Its principle is an inversion of settlement. Chemically coagulated water goes through flocculation prior to meeting a recycled stream which releases a large number of air bubbles for attachment to the flocs forming ‘float’ or sludge. The float is removed by a mechanical skimming device or by flooding (hydraulic removal) upon thickening at the surface, and clarified effluent exits the DAF tank near the bottom. About 5-10 percent of the effluent is pumped and recycled through an air saturator tank to the front of the DAF tank.

The recycled stream is pressurized to 60-90 psig by the recycle pump and saturated with air by a compressor. It is introduced to the recycle dispersion zone through a distribution system of proprietary nozzles, valves, or orifices. When the recycled flow pressure is suddenly decreased to atmospheric pressure, saturated air within the recycle stream is released in the form of microbubbles with size range of 10-100 µm, and averaging around 40-50 µm.
Flocculation objectives for DAF and sedimentation are different because of the reverse principles. Sedimentation requires larger flocs for gravity settling while DAF needs smaller flocs to obtain high rise velocities to minimize tank size. For DAF systems, flocculation tanks should produce strong flocs with particle size distribution of 10-30 µm.
Higher mixing energy should be used in flocculation systems for DAF. An optimum G of 70-80/s for alum, 70/s for ferric chloride, and greater than 30/s for polyaluminum chloride have been suggested by Edzwald. Flocculation tanks with two to three stages and a total detention time of 5 to 10 minutes at average flow rates are recommended for DAF plants.
Traditionally, DAF has been used in North America for secondary sludge thickening in municipal wastewater treatment plants, and oxidation pond effluent treatment for algae removal, etc. It has been used in drinking water treatment in Europe and South Africa since the 1960s and there are hundreds of DAF drinking water treatment plants in Europe. Only recently has this process gained interest for drinking water treatment in North America.
DAF is generally applicable for water with light particles (e.g., algae), low-to-medium turbidity (<100 NTU; preferably <30 NTU), low alkalinity and high color. In many cases conventional sedimentation is not very effective for these waters. The first large scale drinking water DAF-filtration system (37.5 mgd) was built in Pittsfield, MA, in 1986. The largest DAF-filtration plant in the United States is the 75 mgd Table Rock and North Saluda Water Treatment Plant in Greenville, SC, operating since June 2000. Presently there are more than 10 full-scale DAF-filtration plants in North America.
The full-scale performance of the Table Rock and North Saluda Water Treatment Plant has thus far exceeded expectations (from pilot testing), providing effective removal of Cryptosporidium.
The advantages of DAF over conventional sedimentation include: 1) more compact due to much higher SLR; 2) more effective for removal of algae, Giardia and Cryptosporidium; 3) stable effluent quality without polymer; 4) faster start-up time (in minutes); 4) lower coagulant dosage and flocculation time (no sweep floc required); and 5) can produce thick sludge concentration with a mechanical skimmer (2-4 percent solids).
The last advantage is not valid when the float is hydraulically removed from the surface of a DAF unit by flooding rather than by mechanical skimming. In this case the solids content of the float is <0.5 percent and further thickening may be required for subsequent dewatering. The main disadvantages of DAF are that there are more mechanical parts to maintain and the energy cost is higher because of the high pressure water recycling and air compressing. Moreover, the process is limited to relatively low turbidity water (<30-50 NTU) because of the economic recycle ratio at higher turbidity requires higher recycle ratio to be effective (not very economical when recycle ratio >10 percent).
AquaDAF™
The AquaDAF is a new generation of DAF which can operate at SLRs of 8-18 gpm/ft2 that is 2 to 3 times that of conventional DAF. The process was developed by the Rictor Company in Sweden and licensed to Ondeo Degremont in 2001. The key features of the AquaDAF system are the internal angled baffle wall and false floor, which create a recirculation effect throughout the DAF basin, ensuring increased bubble density and efficient flotation and removal of the solid/bubble aggregate (float). The clarified water exits the system through the false floor with patented hole-pattern and out an effluent channel.
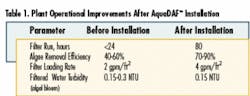
Although operating at a much higher SLR, the AquaDAF provides equivalent treatment performance as conventional DAF. The first such system in North American was constructed at the existing Lake DeForest Water Treatment Plant in West Nyack, NY, in 2003. The AquaDAF replaced the existing sedimentation basins as pretreatment to dual media filters.
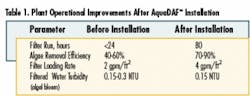
A new 40 mgd AquaDAF system is being started-up in Manteca, CA, (June 2005), as pretreatment to a submerged membrane (ZeeWeed®) system for a surface water treatment plant operated by South San Joaquin Irrigation District. The AquaDAF system is used to optimize the removal of total organic carbon (TOC) and turbidity with ferric coagulation to facilitate a higher flux for the membrane system. Table 2 shows a comparison of pilot plant treatment performance between plate settler and AquaDAF as pretreatment for the submerged membrane system. The AquaDAF outperformed the plate settler while using a lower coagulant dosage.
The advantages of the AquaDAF over conventional systems are similar to that of DAF but it is even much more compact. However, the technology is relatively new in North America and it is a proprietary process. There are presently three full-scale plants in the U.S. and another one is in progress. As the treatment performance is proven in more full-scale plants, it is believed that the technology will become more popular in North America especially in cases where algae is a significant raw water concern and site space is limited.
Actiflo®
Actiflo® is a ballasted flocculation process which uses polymer to attach coagulated particles to microsand (80-100 µm in diameter) for rapid settling in a lamella tube settler system. The microsand is separated from the sludge in a hydrocyclone and recycled to the process for use. The Actiflo® process was developed by the Campagin Generale des Eaux in France in the mid-1980s. It is presently owned by Krüger Inc.
Coagulant (alum, ferric chloride, etc.) is added to the raw water in a coagulation tank. The coagulated water then enters the second tank, called the injection tank, where polymer and mirosand are added. In this tank, the microsand serves as a “seed” and provides a large contact area for floc formation. The destabilized suspended particles bind to the microsand using polymer bridges. In the third tank, called the maturation tank, the particles agglomerate and grow into high density flocs. The ballasted floc rapidly settles to the bottom of the settling tank and are removed from the treated water.
The settling efficiency is further increased by the use of lamellar tubes. The sand/sludge slurry is collected at the bottom of the tube settler and pumped to a hydrocyclone for separation. Energy from pumping is effectively converted to centrifugal forces within the body of the hydrocyclone causing chemical sludge to be separated from the higher density microsand. The recovered microsand is recycled to the injection tank for reuse while the sludge is continuously discharged for handling and disposal.
The settling of the ballasted floc in Actiflo® is so rapid that the SLR in the tube settler can be as high as 25-30 gpm/ft2, which is many times that of conventional basins or parallel plate settlers. The total retention time in the system for water treatment applications is only 12-15 minutes, which is even less than the normal conventional flocculation time (30 minutes) alone, and thus the system is very compact, even compared to other high-rate clarification processes.
The Actiflo® process was introduced to North America in the 1990’s. The first full-scale U.S. plant began operation in 1998 in North Table Mountain, CO. Since then it has become a very popular water clarification process in North American with >100 operating plants in the U.S. and Canada and the list is growing rapidly. Presently the largest water installation in the U.S. is the 120 mgd Little Falls Water Treatment Plant in Passaic Valley, NJ. A long-term pilot testing program led to a design SLR of 30 gpm/ft2 for the full-scale system. A SLR of 42 gpm/ft2 was demonstrated to provide acceptable treatment performance by the Actiflo® pilot system. The treatment performance in the full-scale plant was even better than that in the pilot system.
Based on numerous pilot and full-scale treatment performance data the Actiflo process has shown to be very versatile in all kinds of difficult-to-treat raw water sources, such as high turbidity river water, high organic loading and low turbidity lake water, and low temperature water with low particle density.
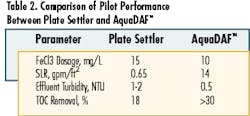
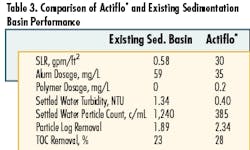
An Actiflo® pilot testing study conducted at the City of Antioch, CA, Water Treatment Plant successfully convinced the state Department of Health Services to issue a tentative approval for using a filtration rate of 10 gpm/ft2 (vs. 6 gpm/ft2) when the conventional clarification process would be converted to Actiflo®.
The advantages of the Actiflo® process include: 1) a very small footprint because of the super-high SLR; 2) very stable performance; 3) fast response to raw water variations because of short retention or turnover time; 4) short startup time; 5) excellent settled water quality with potential less chemical usage. The main disadvantage of the Actiflo® process is that the sludge stream is very dilute if the raw water turbidity and the coagulant dosage are low. Since the sludge stream is a continuously flowing dilute stream, a separate thickening step may be needed to thicken the sludge before further processing. Presently the Actiflo® process is a proprietary process without direct competition in the water treatment arena.
Summary and Conclusion
High-rate and super high-rate clarification technologies are available to optimize water treatment in various raw water characteristics. As shown in this paper high-rate clarification processes such as DAF, AquaDAF, and Actiflo® can improve treatment performance over conventional sedimentation while occupying much less space in new installations, which could lead to overall cost reduction. It is anticipated that these processes will become more prevalent in North American as drinking water regulations become more stringent.
About the Author:
Joseph M. Wong, P.E., DEE, has recently joined Parsons Inc. as Technical Director/Lead National Water (Treatment) Engineer. He previously worked for Black & Veatch and Brown and Caldwell. Wong has 28 years of experience in water and wastewater treatment and reuse. He is primary author of 60 technical papers and two handbook chapters in the environmental field. He holds B.S. and M.S. degrees in Chemical Engineering from the University of Washington and is a registered Chemical and Civil Engineer in California. He can be reached at [email protected].