Turning Sludge into Power

By Marcia Sherony
If ever a new paradigm were needed in wastewater treatment, it is surely in our perceptions of sludge. Instead of the ugly and unwanted by-product of sewage treatment, sludge has become the hero: a valuable fuel that can help wastewater plants achieve the holy grail of energy neutrality.
Rapid development of new energy recovery technologies, particularly anaerobic digestion (AD), has driven this quiet revolution for over a decade, but as operators seize the opportunity to turn waste into fuel, they need to consider what they are filling their tanks with: Is it a tiger or a tortoise?
Energy Recovery: The Nitty Gritty
To capitalize on energy reuse, operators must first optimize their treatment processes to ensure maximum value is extracted from biosolids. After all, there would be limited benefit in any operator investing in energy recovery while existing processes remained energy inefficient, although unfortunately this does happen.
One process in particular, grit removal, could be a hidden opportunity to extract more value in the drive toward energy- and carbon-neutral operation - one that may all too easily be overlooked. Operators can make important gains toward optimizing their processes for energy recovery by considering the effectiveness of their grit removal systems.
In the aeration process, for example, grit accumulation compromises aeration efficiency by reducing treatment capacity; diffusers are buried so more electricity is needed to sustain the air flow.

Hunting Down the Energy Eaters
Wastewater treatment is highly energy intensive. So, operators must first hunt down the hidden energy-eaters in their sludge handling and treatment operations. Wastewater treatment accounts for around 0.8 percent of all electricity use in the U.S.1 and the U.S. Electric Power Research Institute (EPRI) has estimated that as much as one third of the energy use at a treatment facility involves biosolids handling and processing of some kind. The aeration process in a typical activated sludge plant accounts for 50 to 65 percent of energy consumed.
Grit Gains
Grit that passes through the headworks typically settles in the primary clarifier, and all subsequent sludge handling and treatment processes are vulnerable to wear or failure as a consequence. Where there is still a high grit content in settled sludge following primary treatment, a sludge degritting process can be introduced to reduce grit accumulation in the digestion process as well as to reduce wear on the sludge pumps and dewatering systems.
Sludge degritting could, therefore, be vital for operators keen to ensure high-quality sludge for new energy recovery processes. In order to optimize energy recovery, operators must look for ways to create a fuel with a high calorific value.
Grit in sewage sludge diverted for use in the AD process should be a particular matter for concern. Operators that overlook the grit content of their sludge prior to AD are shooting themselves in the foot: grit and rags could account for up to 40 percent of the effective treatment capacity in a digester.2
The use of thermal hydrolysis to pre-treat the sludge and optimize biogas production, in particular, is seeing rapid growth across the world with more than 26 plants reported to have been built worldwide and more in construction. The thermal hydrolysis process itself requires sludge with low grit content to operate effectively.
Conventional Sludge Degritting
Sludge degritting processes rely on differences in specific gravity and settling velocity to separate grit from organics. Because municipal grit has a widely variable specific gravity, it can pose challenges for the grit capture efficiency using conventional processes.
Conventional sludge degritting equipment typically comprises hydrocyclones and screw classifiers, a design developed initially for concentrating and dewatering inorganic minerals in the mining industry, where there was a known specific gravity and the slurry is fed at a constant solids concentration and flow rate.
However, hydrocyclone technology does not easily distinguish organics from grit. The main function of the cyclone is to reduce flow volume and, as a result, a concentrated slurry of grit and organics arrives at the screw classifier with a high solids content. The screw classifier is the primary means of separating out organics in this conventional process, primarily by targeting differences in settling velocity. However, the high solids concentration of the slurry entering the screw classifier typically also results in high organic content.
The surface loading rates on the screw classifier clarifier pool and the specific gravity of grit will dictate what grit particle size can be retained. The variability in grit specific gravity results in an overlap where many of the organics have the same settling velocity as the grit. As the screw rotates, it suspends the finer material (grit and organics) which is then carried out with the overflow, returning it back to the plant, while larger organics with a high settling velocity are retained with captured grit.3
Advanced Sludge Degritting
The key to improving the effectiveness of sludge degritting systems is separating the classification and dewatering processes, allowing each to be fully effective. Washing is by nature a turbulent process while dewatering is quiescent.
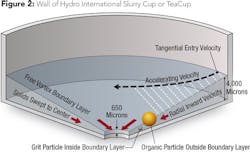
Advanced Sludge Degritting classifies and removes organics before dewatering. The process uses centrifugal force, boundary layer separation and rinse water to effectively capture grit while separating organics from the grit-laden slurry. An optimized system using SlurryCup™ from Hydro International can capture over 90 percent of grit as fine as 75 microns while delivering solids with less than 20 percent volatile solids (VS) by weight.
In the Advanced Sludge Degritting process, grit can be separated from organics based on particle size. Grit particles are able to pass through the boundary layer separation process (see Fig. 2), while larger organics are stripped out by the vortex motion. A secondary rinse removes remaining unattached fine organics.
The larger diameter body of a SlurryCup also enables more grit to be retained when concentrations peak during first-flush wet weather events. The plugging issues typically associated with an apex valve are eliminated because clean grit is discharged through a 76 mm diameter (3 in) pipe and vortex valve, which can cope with significantly higher volumes compared to a hydrocyclone.
The classified grit, already with low organics, is then dewatered in a quiescent dewatering belt escalator, the Grit Snail®, which is designed to capture very fine grit particles. Grit captured in the clarifier tank is dewatered by a slow-moving conveyor that allows fine grit particles to be gently transported without agitating the water.

Grit: The Silent Enemy of Energy Neutrality
Grit is the silent - and often overlooked - enemy of sludge handling and treatment processes. Ensuring effective grit removal at the headworks is the ideal way to avoid unnecessary grit build-up in all downstream processes. Where this is not possible, effective sludge degritting processes are vital.
Just as a driver wouldn’t fill a car with dirty fuel, operators must ensure good quality sludge as the starting point for energy recovery: a process that starts with grit removal right at the beginning of the treatment chain.
About the Author: Marcia Sherony is the national sales manager for Hydro International, a global company that provides advanced products, services and expertise to help municipal and industrial customers improve their water management processes, increase operational performance and reduce environmental impact. With over 30 years of experience and a reputation for engineering excellence, Hydro International’s products and services are trusted by businesses and public organizations all over the world to reduce flood risk, improve water treatment and protect the environment from water pollution. Visit hydro-int.com for more information.
References
1. “Electricity Use and Management in the Municipal Water Supply and Wastewater Industries,” Electric Power Research Institute (EPRI) Inc. and the Water Research Foundation, 2013.
2. Ohandja, Dieudonne-Guy, L. Gove, M. Edwards, J. Callan, N. Voulvouli. “Improving Anaerobic Digester Performance: Lessons Learnt from Digester Clean-out Operations,” IWA Water Practice and Technology, Volume 5, Issue 2, 2010.
3. Herrick, Pat. “Advance Sludge Degritting - A Cost Effective Solution to Abrasives Removal,” Technical presentation at WCW Conference & Trade Show, Calgary, Canada, 2010.