How to Determine Root Cause of Excessive Pump Vibration
By Allan R. Budris
Excessive vibration is a good indicator that some damaging phenomenon could be occurring within a pump, or the immediate pump system, which is why many pump users monitor pump vibration on a regular basis. However, once the vibration level is perceived to reach an unacceptable level (see June 2008 Column), the next question becomes: "what is the root cause of this excessive vibration, and how can it be corrected"?
You cannot just assume that the rotor is out of balance (which could be the case). There are many other potential culprits. Machinery vibration problems result from the interaction between an exciting force (hydraulic or mechanical) and the associated structural and/or hydraulic resonance frequencies. The stronger the exciting force and/or the closer these exciting force(s) are to natural frequencies, the greater the vibration amplitude. Although resonance response problems are most often encountered on new installations, they can also pop up on existing installations due to some system changes, such as the addition of a variable speed drive, a new replacement pump, and/or different pump piping.
Causes of Excessive Vibration Excitation
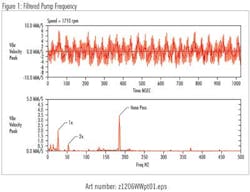
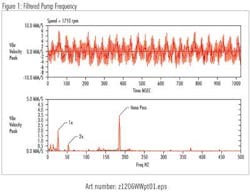
There are many potential vibration excitation sources. Fortunately, many of the sources do have specific frequency signatures (as multiples of the pump running speed), which can help in their identification, as shown in Table 1 below. Figure 1 shows some of these filtered vibration peaks, as multiples of the pump running speed and number of impeller vanes. It should further be noted that "diffuser stall", "recirculation" and "cavitation" sources shown below are hydraulic in nature, with the remaining being mechanical.
Another Excitation Source (Bearing Wear)
Worn rolling element bearings can also be an excitation source. They have distinct vibration frequency signatures based on the number of bearing balls or rollers. These exciting frequencies can be determined from the bearing manufacturer.
Resonance Response
Amplified response causes of vibration are generally more complex to analyze. They result from operation at speeds close to a mechanical or hydraulic resonant frequency of a major pump, foundation or pipe component. This is of special concern with variable speed, large multistage horizontal and/or vertical pumps. A margin of safety should be provided between the pump/vane pass speed/frequencies, and major structural (and/or pipe hydraulic) natural frequencies. Typical acceptable margins are 15-25%. The amplitude of the vibration response can be amplified 2.5 times or higher at or near a component natural (critical) resonant frequency.
Field Vibration Problem Example
The writer was recently asked to investigate an excessive vibration problem on three new replacement vertical sewage lift pumps, which had a different design then the original pumps. The original pumps had not experienced any vibration problems. The first step in the analysis was to distinguish between the problem being of "excitation" or "response" (natural frequency) origin, and then differentiate between the root cause being mechanical or hydraulic.
Mechanical
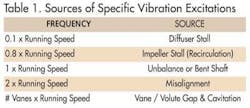
Rotor unbalance excitement issues normally show up at one times the running speed. However, the analysis of these subject pumps did not show excessive vibration at any specific running speed. This was a variable speed application. When plotting the pump "all pass" vibration (at the top of the motor) for the various operating speeds, as shown in Figure 2, the vibration is not seen to peak at any distinct speeds (as would be expected with an unbalance or resonance issue), but instead there is much scatter. The only trend is that the vibration generally increases with speed. This could be explained by the fact that the pump "Suction Energy" also increases with pump speed. Instead, these results strongly suggest that the primary exiting force is not mechanical in nature, which then opens the door to a possible hydraulic exciting force.
Hydraulic
The most common pump hydraulic exciting forces comes from turbulence or cavitation within a pump, which can become a problem when the suction energy at the pump impeller inlet is high enough (see October 2007 Column). Cavitation is the local internal vaporization of the pumped liquid within the impeller inlet due to high velocities that drop the local static pressure below the liquid vapor pressure. Vibration and damage from cavitation can occurs when these vapor bubbles collapse (implode) as they reach higher pressures within the impeller. The fact that the new pumps in the example had much higher Suction Energy (in the "High Suction Energy" range) compared to the original pumps (which had "Low Suction Energy") suggested that this could be the root cause of the problem.
Suction Energy
Based on the writer's "Suction Energy" concept, the amount of energy in a pumped fluid which flashes into vapor and then collapses back into a liquid in the high pressure areas of the impeller determines the amount of noise, vibration and/or damage from cavitation. Pumps with high suction energy and low NPSH margins, especially when operated in the suction recirculation flow range (see June 2010 column), may experience noise, vibration and/or minor cavitation erosion damage with impeller materials that have low cavitation resistance, such as cast iron or epoxy coatings. One of the worst things is to operate a High or Very High Suction Energy pump in the Suction Recirculation Flow Region.
Vibration as a Function of Pump Flow
A plot of the "all-pass" vibration against the percent bep flow rate on one of the new field pumps is shown in Figure 3. The vibration level can be seen to increase (above the .30 in/sec Hydraulic Institute allowable limit) as the pump is pushed into low (suction recirculation) flow rates, which strongly supports the hydraulic / suction energy / suction recirculation vibration excitation cause.

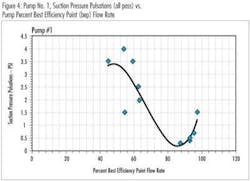
Suction Pressure Pulsations
To further confirm that the reported high pump vibration is mainly caused by this High Suction Energy Cavitation / Suction Recirculation hydraulic excitation, the "Suction Pressure Pulsations" were also measured and plotted against the percent bep flow rates (as shown in Figure 4), to see if it tracked with the vibration trend of higher amplitudes occurring at reduced flow rates, which it does.
Cavitation Damage
The final evidence that pointed to cavitation as the exiting vibration force was the damage observed on the pump impeller after only 1007 hours of operation. The damage was classical cavitation, to not only the impeller inlet vane coating (removal from the vane surface), but also to the cast iron substrate (erosion).
Field Problem Conclusions
Based on the above findings and field analysis, the writer reached the following conclusions (root causes) for the reported high vibration and cavitation erosion:
- Hydraulic root causes ("Primary")
- Changing from Low to High Suction Energy Pumps (fundamental root cause).
- Pump operation in the Suction Recirculation (low flow / parallel pumping) region (made worse at lower speeds), and due partially to the higher than expected discharge main friction losses.
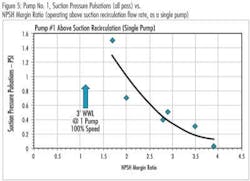
- Operation with insufficient NPSH Margin Ratios, due to maintaining low wet well levels (see Figure 5).
- Structural resonance causes ("Secondary"): It was noted that the vibration response was somewhat exaggerated on several pumps by the flimsy pump casing wall motor support, several soft feet on two pumps, and some minor structural natural frequencies.
About the Author: Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].
More WaterWorld Current Issue Articles
More WaterWorld Archives Issue Articles