How to Avoid Damage from Internal "Suction Recirculation"

By Allan R. Budris
Several of my earlier Pump Tips Columns have touched on the subject of low flow suction recirculation, and the fact that it can be extremely damaging in High Suction Energy pumps. However, I have not gone into this subject in any real detail in regard to just how damaging suction recirculation can be, and how to identify and/or correct a suction recirculation problem.
Suction recirculation caused cavitation can be much more damaging than conventional (high flow) cavitation. The writer remembers one field problem in California, with a high suction energy pump, equipped with a flexible rubber joint on the suction nozzle (which did not have tie rods). The operator would not operated this pump for fear of knocking down the pier that it was mounted on, due to very high suction recirculation pressure pulsations / forces acting on the unrestrained expansion joint.

What is Suction Recirculation?
Suction recirculation is a condition where, at some reduced flow rate, the eye of the impeller becomes too large for the net through flow, and the inlet tip speed becomes high enough to cause the flow in the inlet portion of an impeller to separate from the vanes at the periphery and be ejected upstream, opposite to the direction of net flow entering the impeller, often well into the suction pipe (see figure 1). This forms eddies and vortices within the impeller inlet, and pre-rotation of the liquid entering the pump. Suction recirculation also causes the formation of very intense vortices between the impeller vanes, which have high velocities at their core, and this consequently lowers the static pressure at that location. This can in turn lead to intense cavitation accompanied by severe pressure pulsations and noise that can be damaging to the operation of the pump, and to the integrity of the impeller material. It occurs in all centrifugal pumps at some reduced pump capacity, normally below the best efficiency rate of flow, but only causes damage in High and Very High Suction Energy pumps. In part, it helps a pump adjust to the lower flow throughput.
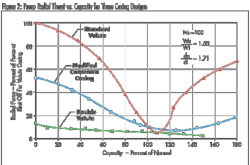
Generally, the higher the suction specific speed (and specific speed) of a pump, the greater the flow rate at which suction recirculation begins. This is shown in Figure 2, which can be used to approximate the start of suction recirculation for high suction energy pumps. The three curves show the effect of specific speed on the start of suction recirculation, which increases with increasing specific speed and suction specific speed. This reduces the allowable operating region. As was inferred earlier, high suction energy pumps should not be operating for extended time periods in the suction recirculation region.
The exact flow at which suction recirculation takes place is dependent on the design of the impeller. The important fact to remember is that the larger the impeller eye diameter, and the larger the areas at the impeller suction relative to its overall geometry (and, therefore, the lower the required NPSH at a given capacity and speed), the higher will be the capacity at which suction recirculation takes place in percentage of the capacity at best efficiency.
Identifying Suction Recirculation damage
Figure 3 shows just how much more damaging suction recirculation can be compared to classic cavitation. Tests of this "High Suction Energy" pump at its best efficiency and start of suction recirculation flow rates, demonstrate, not only a much higher suction pressure pulsations peak (from cavitation) for the suction recirculation flow rate (in the maximum erosion flow region), but the width of the pulsation peak is much broader and occurs at a higher NPSH margin ratio. It can take a NPSH margin ratio (NPSHA/NPSHR) of over 3.0 to get beyond the suction recirculation peak, and even at that the suction pressure pulsation level is 75% that of the BEP flow peak. Further, the writer's April 2009 column showed that this same small end suction, high suction energy, pump was not affected by poor suction piping around the BEP flow rate, but experienced substantial increases in the suction pressure pulsation level in the suction recirculation region, when elbow(s) were mounted onto the suction nozzle.
It should be noted that the location of the material damage is an excellent diagnostic tool in identifying whether the cause is classic cavitation or internal suction recirculation caused cavitation. If the damage is to the hidden (high pressure) side of the vanes, and must be seen with the help of a small mirror, the cause is suction recirculation. Classic cavitation damage occurs on the visible (low pressure) side of the impeller vane, a little way back from the leading edge.
Flow recirculation may, or may not, cause pump noise, vibration, erosion damage, and/or large forces on the impeller. It can also cause the pump alignment to change, all of which may tend to affect the shaft seal and bearing life. The likelihood of damage is heavily dependent on the suction energy level (does the pump possess high or very high suction energy), specific speed of the pump (above 3,500), the NPSH margin in the pump, and the nature of the flow provided to the suction piping. Experience has shown that low suction energy pumps are not susceptible to damage from suction recirculation. However, solids and/or corrosives can accelerate damage during suction recirculation (as with classic cavitation), even with low suction energy applications.

Solving Suction Recirculation Problems
Other than avoiding the low flow suction recirculation zone all together, or selecting only low suction energy pumps, the normal first fix for a suction recirculation problem is to install external by-pass lines to bring the net flow rate above the start of suction recirculation.

If the above is not practical, there is a relatively simple pump modification which, in a number of cases, has been used quite successfully to reduce and even sometimes eliminate the unfavorable effects of suction recirculation. It consists of retrofitting pumps with a stationary casing ring, the apron of which extends inwardly of the impeller eye diameter (figure 4). If preferred, such rings can instead be rotating and mounted on the impeller. Such rings are commonly referred to as "bulk-head rings". This prevents the recirculation vortex from extending axially beyond the plane formed by the apron. Of course, since this does increase the required NPSH, the use of these bulk-head rings can only be resorted to if there is sufficient margin in the available NPSH. This was the fix used to solve the California pump recirculation pier damaging problem mentioned above.
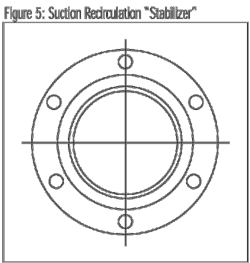
Finally, another interesting fix, a "stabilizer," might also be able to alleviate problem suction recirculation. A stabilizer is a second smaller diameter concentric pipe, 4 to 12 inches long, installed inside the suction pipe, supported by equidistant struts welded into the suction line, and installed directly upstream of the pump suction nozzle (figure 5). Occasionally stabilizers are allowed to partially protrude into the pump casing. On certain pump sizes, these stabilizer pipes deliver stable performance over an extended flow range.
References:
- Allan R. Budris & Heinz P. Bloch, "Pump User's Handbook – Life Extension", Third Edition, 2010.
- . Allan R. Budris & Philip A. Mayleben, "The Effects of NPSH Margin, Suction Energy and Air on Centrifugal Pump Reliability", (1998 Texas A&M Pump Users Symposium).
- Igor J. Karassik, "Centrifugal Pump Operation at off-design conditions", Chemical Processing, April 1987
About the Author:
Allan R. Budris, P.E., is an independent consulting engineer who specializes in training, failure analysis, troubleshooting, reliability, efficiency audits and litigation support on pumps and pumping systems. With offices in Washington, NJ, he can be contacted via e-mail at [email protected].
More WaterWorld Current Issue Articles
More WaterWorld Archives Issue Articles