UK leads the way in advanced digestion technology

Legislation introduced in January 2002 led to a fundamental shift in thinking within one UK company that optimisation in the first stage of digestion could improve treatment performance and guarantee regulatory standards. The UK water company United Utilities and Monsal, a sludge technology specialist firm, developed an advanced sludge digestion process that enhances digester operational stages by optimising the hydrolysis step.
Anaerobic digestion remains the preferred stabilisation process in many countries; however this existing asset base is coming under increasing pressure from the new demands of modern sludge processing, including thicker sludges, polymer thickened sludges and legislative demands for increased levels of pathogen reduction. New market drivers such as renewable energy production will become more important as biosolids become an increasingly important revenue stream for many sludge-processing facilities.
The UK water industry illustrates these trends. The cost of sludge processing is increasing and UK water utilities are looking for more efficient solutions for sludge processing whilst ensuring sustainability of agricultural recycling and maximising green credits for electricity production.
Anaerobic digestion assets in the UK generally fall into 4 main categories, reflecting the main construction phases. These range from the older digestion assets constructed in between 1930 to 1950 to the more modern digesters constructed post-1990. More than 500 operational digesters in the UK water industry treat over 700,000 TDS per annum.

Many of the digestion assets pre-1980 did not have optimal reactor configurations (e.g. low aspect ratios) or processing technology (e.g. poor mixing, etc) and struggled to cope with the modern demands of sludge processing. This situation is reflected in a key industry survey in 1969, where the average weighted mean loading was 1.5 kgVS/m3.day (95 lb VS/1000 ft3/day) for the 104 sludge digestion installations surveyed at that time.
The majority of digesters in the UK prior to onset of the 1995 investment cycle were operating with hydraulic retention times (HRT) of 15 to 20 days with a feed DS% content of 2% to 5% DS equivalent to 0.8-2.5 kg VS/m3/day (50-155 lb VS/1000 ft3/day).
The increased use of mechanical thickening in the last 10 years has seen DS% to digesters increase from 2.0-5.0 % to 5.5-6.0% and beyond, typically a 50% increase in thickness. Traditional refurbishment techniques such as upgrade of key processing equipment including digester feed pumping, heating, mixing and biogas management systems have been employed to allow this increase in sludge processing capacity for many of the older configured digestion assets. Conventional digester loadings band are now reported in the UK at 2 to 3.2 kgVS/m3.day (125 to 200 lb VS/1000 ft3/day).
The resultant loadings implemented during the AMP3 (2000-2005) investment period pushed the digesters loadings towards the higher UK band. For example, the water utility United Utilities (UU) adopted 2.8 kgVS/m3.day or 175 lb VS/1000 ft3/day (16 days @ 6.0% DS) and Severn Trent Water (STW) adopted 2.8 kgVS/m3.day (15 days @ 5.5% DS) as their asset standards.
In addition, a number of advanced plants have been constructed to provide high rate and high quality product from the outset. These include plants such as Nigg (Scottish Water), which has an average design loading of 4.0 kgVS/m3.day (250 lb VS/1000 ft3/day) using Cambi Thermal Hydrolysis pre-treatment. This facility produces a very high quality product for safe recycling to agriculture.
Legislative changes lead to multi-stage operation
In January 2002, new legislation introduced in the UK requires sludge to be treated to a pathogen standard for the first time with classification for treated and enhanced levels defining limits for E. Coli and Salmonella. However, this increase already achieved in processing capacity has resulted in reduced performance improvements for some modern and refurbished plants, especially in regard to pathogen reduction. This finding led to a number of research initiatives and audits of digestion assets.

For many years in the UK anaerobic digestion of sewage sludge centred on delivering three digestion phases of hydrolysis, acidification and methanogenesis in a single completely mixed reactor. The legislative change started a fundamental shift in thinking as to whether or not a single stage of operation could deliver the benefits required whilst meeting the relevant legislation.
Market leaders, such as United Utilities, were the first utility to invest in advanced digestion technology that sought to separate the phases and optimise each separately. The construction of the first advanced digestion facility at Ellsmere Port in 1997 employing the use of ATAD pre -treatment marked a change in the industry. More fundamental research into the digestion process resulted in UU developing its own process that seeks to optimise the hydrolysis step by using a plug flow reactor. UU developed the technology in partnership with the specialist sludge technology company Monsal, which highlighted a strategic change in that the industry was prepared to invest to allow a step change in anaerobic digestion performance.
The resulting Enzymic Hydrolysis process was trailed in 2000 at Macclesfield with the first commercial plant operational at Bromborough producing a high quality sludge product and enabling digester operation above 4.0 kgVS/m3.day (250 lb VS/1000 ft3/day) since January 2002. At least three more plants will be in operation with construction at Crewe and the largest plant, Blackburn (21,600 TDS) at an advanced stage.
United Utilities' commitment to continue upgrading its major sludge treatment centres to a higher quality sludge product reflects a growing trend in the UK and globally for more advanced digestion technology. More than 18 full-scale sites in the UK employ advanced digestion processes such as Enzymic Hydrolysis, Thermal Hydrolysis and Acid Gas pre-treatment prior to mesophilic digestion. More than 66 digesters will be upgraded using bolt-on advanced technology at the end of 2005. Whilst there has been interest in other technologies including ultrasound and disintegration technology, the majority of this work has been confined to trials with a small amount of capital investment. The estimated UK capital investment in advanced digestion technology to date is in excess of £25 million (¿36 million) at the technology level. This figure can be doubled for the enabling works and reflects that the technology cycle has moved out of the early adopters and into mainstream implementation in less than 10 years.
The emphasis on digestion technology will now shift to pre-treatment and reactor configuration and will be critical to the success of these plants. The plug flow reactor configuration and the Enzymic Hydrolysis process developed by United Utilities and Monsal is one example of how UK industry is ensuring that optimal conditions for pathogen reduction and hydrolysis reactions are met prior to conventional anaerobic digestion. These new multi-stage processes will deliver higher VS destruction and renewable energy production than the equivalent single-stage process. The optimisation of reactions allows the digestion process to be carried out much faster and hence allows higher loading of existing digester assets, typically over 4.0 kgVS/m3.day, whilst producing a high quality product.
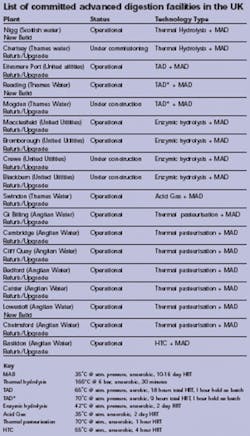
Table 1 lists advanced digestion plants in the UK. Some facilities are newly constructed, but the majority of advanced digestion facilities are resulting from upgrade or refurbishment. More than 10% of the installed digester assets base, a total of 66 digesters, will be upgraded in the UK using bolt-on technology by the end of 2005.
Addition of bolt-on advanced technology is now a viable means of upgrading the processing capacity and performance of existing anaerobic digestion assets. This approach can be adopted by providing stand-alone reactor configurations with dedicated equipment whilst minimising any refurbishment of existing digesters. Effective upgrades have been demonstrated at Bromborough (UU) and Swindon (Thames Water). In both cases, the heating, mixing and biogas handling equipment on the digesters were left with minor modifications or unmodified.
The approach has many advantages compared with traditional refurbishment techniques that include:
- Existing AD assets can continue to operate whilst bolt on constructed;
- Not necessary to drain down existing digester - this is a timely and expensive operation;
- Better technology at upstream of digesters to deal with the new and more onerous process conditions - high DS%, polymer thickened, etc;
- Avoid or reduce refurbishment cost of multiple digesters downstream;
- Digesters can be turbocharged to give more throughput and more cost effective CHP projects;
- Final biosolids are better stabilised and dewatered with some technologies.
In conclusion, traditional refurbishment techniques have allowed existing digestion assets in the UK to increase processing capacity -- in many cases more than 50% in the last 10 years. Further increases in capacity whilst delivering a high quality product can be facilitated by the addition of bolt-on advanced digestion technology. The technology is a major gateway to safe, sustainable and welcome use of biosolids in agriculture.
Author's Note
Aidan Cumiskey is the managing director of the UK company Monsal and can be contacted by email at: [email protected]. The author would like to thank Dr. Peter Matthews (EA/Monsal), Dr. Son Le (UU) and Keith Panter (EBCOR) for their valuable contributions in the preparation of this article.