Abrasive Impact on Vertical Turbine Pump Sleeve Bearing Materials
By Allan Budris
Introduction
Based on feedback received on my http://www.waterworld.com/articles/print/volume-29/issue-12/departments/pump-tips-techniques/back-to-basics-how-to-improve-vertical-turbine-pump-reliability-through-optimum-bearing-selection.html" December 2013 Pump Tips column on vertical turbine pump (VTP) bearing selection, it appears that there may still be interest in my VTP bearing material research conducted some forty years ago.
The VTP sleeve bearing research concentrated heavily on resistance to abrasives that may be found in the pumped/lubricating fluid. Given the fact that during most typical applications, VTP bearings are immersed in, and lubricated by, the fluid pumped, this is an important issue that should be taken into consideration when applying a vertical turbine pump on liquids that may contain solids or abrasives. The ability to withstand intermittent dry running was also a consideration in the selection of the bearing materials for these tests, since VTP bearings may not be flooded at all times. Bearings are generally the first component to wear out in a VTP.
It should further be noted that this VTP sleeve bearing material test program did not include DuPont's Vespel (which was not available at the time). Vespel CR-6100 (with Teflon resin and oriented carbon-fibers) has a low coefficient of friction and low wear rate. It has been used successfully in many VTP sleeve bearing and wearing ring applications, including ones that experienced periods of dry operation. A major advantage of Vespel over Teflon is that Vespel is not generally subject to cold flow, like Teflon, which means that it can be press-fit in place. As a result, Teflon bearings must have some positive attachment, which can result in a more complex (and expensive) installation.
Bearing Construction
The type of Teflon bearing construction that I prefer is a thin liner or tape (about 0.060-inch thick) snapped into a metal retainer, with a 45-degree cut (gap) between the liner ends. The 45-degree gap acts both to flush solids from the bearing and to allow for any circumferential thermal growth. Thin liners also increase the bearing load rating and minimize any radial thermal growth.
Abrasive Wear Resistance
To evaluate the ability of the tested bearing materials to handle dirt and other foreign particles (avoiding scoring and wear), the tests were conducted on a horizontally-oriented vertical turbine pump with a weighted line shaft (to exceed typical field conditions). A fine silica (0.1% in 100oF water) was used as the abrasive, to insure that it would be small enough to enter the bearings, hard and sharp enough to wear the bearings, and of a high enough concentration to accelerate the wear. This 0.1% is equivalent to 1,000 ppm, which is much higher than the 0–10 ppm recommended for typical Teflon bearings, as discussed in my December 2013 Pump Tips column.
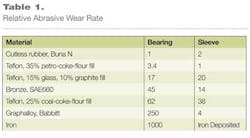
Key results from this abrasive test program are shown in Table 1. As can be seen, 35% petroleum-coke-flour-filled Teflon (TFE) was second in abrasive wear resistance, only to cutless rubber bearings (which are known for their outstanding abrasion resistance). This coke-flour-filled TFE compound had 0.1 the wear rate of bronze, 0.02 that of Babbitt-filled carbon-graphite and 0.005 that of cast iron. It should also be noted that the petroleum-coke-flour-filled TFE bearings outperformed all of the other tested Teflon bearing compounds (having different fillers), including the coal-coke-flour-filled TFE material.
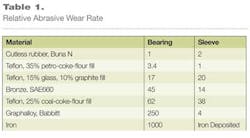
Mating shaft or sleeve wear is another measure of abrasive bearing performance. As can be seen, the 35% petroleum-coke-flour-filled TFE had the lowest sleeve wear of any of the materials tested (1/14 that of an SAE 660 bronze bearing). The filled Teflon test bearings were operated against a relatively soft shaft sleeve material (18-8 stainless), commonly used for vertical turbine pump bearing sleeves.
Summary
In "thin liner" form, the 35% petroleum-coke-flour-filled TFE compound comes close to being a universal bearing material for all VTP applications. It is satisfactory for dry operation, fluid-film or mixed-film lubrication, shock loading, lubricant starvation, services with abrasives, misalignment, and corrosive conditions - plus it is compatible with soft shafts. In addition, it has excellent anti-welding and anti-scoring characteristics and fatigue resistance, and does not absorb water, as is the case with many other plastics. Coke-flour-filled Teflon bearings were found to be available from several Teflon bearing producers, including DuPont (compound 1192). The 35% coke-flour-filled TFE (referred to as Worthington Coke-Flour-filled TFE in the referenced article and used for the above test program) was a product of Dixon Industries Corp. (compound 7035). The Dixon Teflon bearing product lines have since been acquired by Saint-Gobain Performance Plastics.
References 1. Budris, Allan R. "Try Filled – TFE Bearings For Problem Services," Chemical Engineering, July 1974.
