Pump Protection: The Pros and Cons of Various Centrifugal Pump Casing Types

By Allan Budris
Casing type can have a large impact on pump reliability (the mean time between repairs) and, to a lesser extent, pump efficiency when pump flow rates are above or below the best efficiency point (BEP). Although the objective of many pump applications may be to operate the pump at its BEP, this is often not achieved due to:
- The current pump system friction head not being accurately identified when the pump is purchased
- Excessive safety factors added to the pump selection to plan for future pump wear
- Wear of the pump over time
- Changes and/or increases in the system friction head over time
- Changes in the system static and/or friction head during normal operation
The three basic casing types primarily used for centrifugal pumps are the single volute, double volute and vaned diffuser. Of these, the most common - at least for low- to medium-flow, single-stage pumps - is the single volute, with double volutes used more for larger, single-stage pumps handling liquids without solids, and vaned diffusers primarily applied to multistage pumps.
Each of these casing types has its advantages and disadvantages regarding bearing and shaft seal life, pump efficiency and pump cost. Although pump users do not always have a choice of the casing type, there are applications where at least some vendors may provide the pump user with this decision. It is, therefore, advantageous for pump users to be knowledgeable regarding the impact of these potential casing selections.
Single Volute Casing
Single volute pumps have been in existence for several years. With the exception of vertical pumps of the turbine type, the majority of single-stage pumps built in the United States are of the single volute type. The main advantage of single volute casing is its simplicity: it is less difficult to cast, and therefore less expensive to produce given the open areas surrounding the impeller periphery. At flow rates near the pump BEP, single volute casings are more efficient than double volute casings. Further, the inherent greater throat areas can also handle larger solids, as found in wastewater.
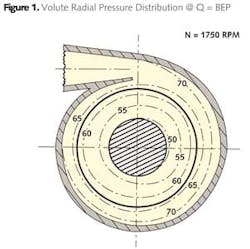
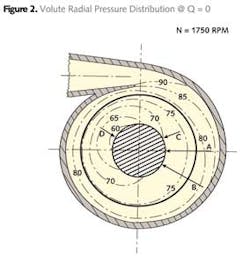
The volute scroll is designed for constant velocity near the best efficiency flow rate, which yields a uniform static pressure around the periphery of the impeller but only at the BEP (see Fig. 1). This pressure equilibrium is, however, destroyed when the pump is operating at flow rates below (see Fig. 2) or above the BEP. Figure 2 shows the pressure distribution around the impeller in a single volute at zero flow rate, where A = total reaction, B = reaction on side shrouds, C = reaction on impeller periphery, and D = non-uniform fluid momentum. This off-BEP, non-uniform pressure distribution around the impeller results in increased net radial loads on the rotor (see Fig. 3). Likewise, this increased load deflects the pump shaft and can result in excessive deterioration at the wearing rings, seals or bearings. In extreme cases, shaft breakage due to fatigue can result.
The primary load on the pump bearings typically derives from this pressure imbalance around the impeller (at least in a single volute), especially at off-design flow conditions. The impact of this unbalanced pressure force on the bearing L10 fatigue life is further amplified by the fact that the antifriction (ball or roller) bearing life is a function of the cube of the radial load. This means that the bearing life quickly diminishes away from the BEP. The statistical (L10) ball bearing life ratings are based on metal fatigue failure, with 90 percent of the bearings surviving for the rated time period.
The only way to improve single volute pump bearing life is to operate the pumps as close to the pump BEP as practical for the application, possibly by adding a bypass line from the discharge header to the suction pipe. This can, however, also reduce the overall pump efficiency for the resulting net flow rate.
Double Volute Casing
Double volute casings were introduced to eliminate the radial thrust problems inherent in the single volute design. Test measurements do, however, indicate that while the radial forces in a double volute are greatly reduced, they are not completely eliminated (as shown in Figure 3).
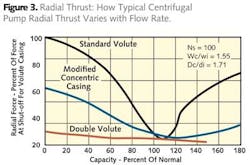
In a double volute casing, the flow is divided into two equal streams with two cut-waters set 180 degrees apart. The total throat area of the two volutes is identical to that which would be used on a comparable single volute design. As such, a double volute casing design is actually a single volute with a splitter vane extending 180 degrees from what would be the single volute throat welling into the diffuser section, creating two equal scrolls, each with constant velocity at the pump BEP. The two volute sections still generate non-uniform pressures around the impeller at off-BEP flow rates but tend to cancel each other out to a large extent, as shown by the resulting lower radial loads in Figure 3. This is the main reason for using a double volute casing.
The hydraulic performance of double volute pumps is nearly as good as that of single volute pumps. Tests indicate that a double volute pump will be approximately one to one-and-a-half points less efficient at the BEP but will be approximately two points more efficient on either side of the BEP than with a comparable single volute pump. This means that a double volute casing will produce a slightly higher efficiency over the full range of the head-capacity curve than a single volute.
Double volutes are most common with larger-axial, split-case, double-suction impeller pumps, which also have lower-axial impeller loads. Double volute casings should not be used in smaller, low-flow pumps (below about 400 gpm). Since larger pumps are better candidates for double volutes, they should normally be selected for such service when available and if the application permits. The splitter vane in a double volute can cause blockage problems when handling solids, such as in wastewater applications, which would preclude their use in these applications.
Vaned Diffuser Casing
Vaned diffuser casings are typically used for vertical turbine and multistage, high-head pumps for maximum pump reliability and where high efficiency is of major importance. High efficiency is not the only advantage for a vaned diffuser pump. In the vaned type, the impeller discharges into a uniform ring of nozzles, and consequently the radial loading on the impeller is fully balanced (meaning zero radial load over the full flow range).
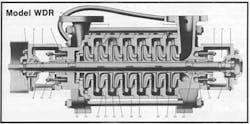
The runner of the vaned diffuser pump is surrounded by gradually-expanding passages formed by stationary guide vanes (see Fig. 4). In this type of casing, the velocity head of the liquid leaving the impeller is converted more completely into pressure than in the volute type, potentially making its efficiency slightly higher. However, the added cost and more complicated construction of the vaned diffuser pump, compared with a single volute, are generally not considered justifiable for the efficiency advantage alone, except in vertical-turbine and large, high-pressure pumps.
Summary
Keeping the radial load on the impeller at a minimum value over its full flow range through the selection of a certain casing type can have a significant impact on improving the pump life, especially since bearing failures are the second most common reason for pump failures, with mechanical seals being the most common cause. However, because a low radial load double volute or vaned diffuser casing is selected, pump operation at off-design conditions may still not be desirable. There are other reasons to operate a pump close to its BEP, such as to achieve higher pump efficiency or to avoid possible damage from low-flow operation in suction recirculation, as described in many of my prior columns.
